The Magic of Sticky Notes: How a Value Stream Mapping Exercise Led to a Significant Reduction in Turnaround Time
April 15, 2024 | by Jay Stowe
If you work at GE Aerospace, it’s a solid bet you’ve participated in, or been the beneficiary of, a kaizen event. "Kaizen" is a Japanese term for “change for the better,” or "continuous improvement," a key ingredient in the management system known as lean. Whether you work on the shop floor, or in engineering, supply chain, customer support, or a host of other areas, staging a kaizen event is a golden opportunity to get a team together to focus on a specific problem, wrestle with it, and come up with a solution that will ultimately help eliminate waste and increase efficiency.
The brilliance of lean is that when it comes to business, and especially manufacturing, there’s always something that can be changed for the better. A more efficient way to make and ship parts, say, or move an engine along the assembly line quicker. But sometimes the problem lies deeper in the weeds — for instance, in the paper trail required to carefully document a process. And that’s when a wall of sticky notes can really work magic.
The Cost of Time
Last year, Tony LaBoa, a senior lean leader based in Cincinnati, and Francisco Hernandez, a customer lean leader based in Dubai, were called in to help the customer support and engineering teams at GE Aerospace’s Celma maintenance, repair, and overhaul (MRO) shop in Brazil reduce the turnaround time (TAT) required to service engines for Avianca, a long-standing customer in Latin America.
It was taking an average of 85 days to complete a performance restoration shop visit, or PRSV, on an Avianca engine at Celma — from the time an engine arrives in the shop to when it is released for redelivery. Looking into the near future, Avianca could see that if it didn’t plan accordingly, and if Celma wasn’t able to reduce its TAT, the airline could end up with too many engines in the shop and not enough spare engines to replace them on-wing, which could lead to an aircraft being grounded. “Airlines don’t like to be in that condition,” says LaBoa, “and we don’t want them to be in that condition.”
At Celma’s MRO shop, the TAT process flows through a series of gates, from Gate –1 (removal and demand planning) through Gate 0 (engine receipt and incoming inspections) and Gate 1 (engine induction, disassembly, and cleaning) to Gate 2 (repair), Gate 3 (reassembly and testing), and redelivery. The customer team had already conducted one prior kaizen event with Avianca, focused on engine removal and delivery to the shop. Now, as they dug into the data in preparation for this next event, they found a time lag between the tallying of repair costs and the receipt of final cost approvals from the customer. “When we did the analysis,” says Hernandez, “we noticed that one of the longest processes is the cost estimate approval.” This single process was taking 24 days.
Michele Burger, the contract program manager in Celma, and Erica Suding, the customer support manager in Cincinnati, both of whom work on GE Aerospace’s customer team serving Avianca, had a hunch that a chunk of time could be cut out of the cost estimate approval process. This hunch was supported by their colleagues Enrico Leite, the shop customer operations specialist in Celma, Fulvio Gaitan, a field service engineer based at Avianca’s headquarters in Bogota, Colombia, as well as the shop leadership and lean teams in Celma. The trick was to figure out which chunk. “It’s not a physical repair overhaul process,” says LaBoa. “It is strictly a business process. So it was like, OK, there have got to be opportunities there.”
A Map of Sticky Notes
And so they set to work. Over the course of four days last April, teams from GE Aerospace and Avianca gathered in Celma to zero in on waste and the root cause of the delays.

The preparation (or “pre-work,”) that the teams did in the weeks leading up to the kaizen event allowed them to hit the ground running on day one. This is where the sticky notes came in handy. The teams covered a wall with orange, pink, and yellow squares to map out the “current state” of the cost estimate approval process in minute detail — all the steps involved in assessing the problem in an engine, deducing the parts needed to make a repair, and presenting the repair costs to the customer for approval. In lean parlance, “cycle time” refers to the time it takes to complete the work, while “lead time” is the total time it takes for an item to make it through the process. Lead time includes cycle time (doing the work) as well as “queue time” (waiting for work to be done).
“When we look at these business processes, we use this visualization — a value stream map — to help us understand where the waste is,” says LaBoa. “In particular, what we were looking for were long lead times, these long gaps in time that cause issues.”
They quickly focused on two. The first was the amount of time it took Celma’s engineers to complete the scrap report, a document that identifies worn-out parts that need to be replaced or repaired. The second slowdown revolved around the approval itself: Once Avianca had received the cost estimate, they would send a consultant to review the parts the Celma team had determined were needed for the repair. “The consultant would be notified: ‘OK, we’re ready,’” says LaBoa. “He would come to the site. And all the parts wouldn’t be ready.” And since Avianca’s consultant often had to bounce between far-flung locations (Celma sprawls over five sites in the Serra dos Orgaos valley north of Rio de Janeiro) and make multiple visits before all the repair parts were assembled, the lead time could balloon from one to two weeks. “It was kind of a customer satisfaction nightmare,” says LaBoa.
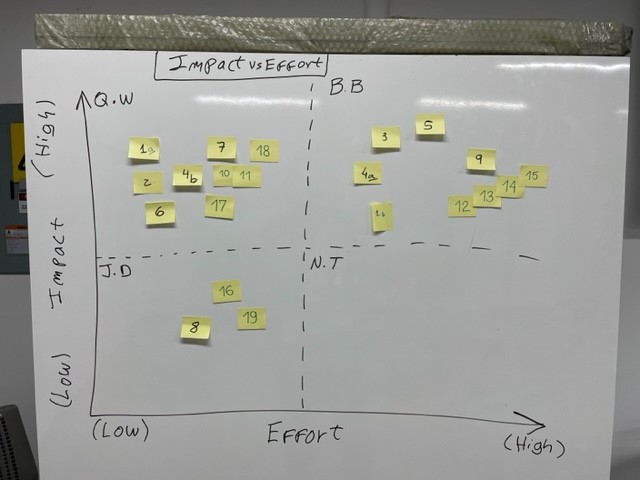
Over the next three days, the teams worked to solve these two delays. With Hernandez and LaBoa’s guidance, they identified where the waste occurred — the “rework loops,” such as the inability to have the parts ready for Avianca to review all at once, and the fact that the work takes place in independent silos, impeding workflow. They drew up an effort/impact matrix, focusing on “quick wins” that might provide high impact with low effort and “big bets” that would require high effort but yield high impact. The goal was to find solutions that would inject more efficiency into the cost estimate approval process through a new and improved version of standard work.
“It was a lot of ‘Here’s what we think we can do’ and then stepping back and [doing some] tabletop gaming,” says LaBoa. “Here’s the waste. Here’s our proposed countermeasures. When we do that, what do we think the impact is? Let’s war-game it out. Does that make sense? Yeah, it does — or maybe not. Let’s go back and think a little bit more about it. Create that new standard work.”
Another key for the Celma team was understanding the cost approval process from Avianca’s perspective. A lot of that came from the pre-work the teams had done months before the kaizen event. “This for us is something that we never fast-track,” says Hernandez. “It’s really an investment of time. A lot of people call and say, ‘Oh, let’s do a kaizen event in two or three weeks from now.’ And I say, ‘No. Forget that. Let’s do some pre-work.’”
LaBoa concurs. “That was really helpful, because then we made sure we were grounded in the true genba reality of ‘This is what our customer’s experiencing. Now let’s get to understanding the why and figuring out what we can do about it.’” (“Genba” is a lean term for “the actual place” — in this case, seeing the many steps involved in both teams’ cost approval processes.)
Connecting the Flow
Ultimately, the teams developed a “future state” value stream map that they could “operationalize and sustain.” More sticky notes were required, though not as many as before. The target for completing the cost estimate approval process was now 11 days from start to finish — a 54% reduction. How did they propose to get there?
“One of the key things in the future state map was: Engineering gets notified,” says LaBoa. “‘Hey, this engine’s ready for a scrap report? Here’s where the parts are. Go!’ So they are working in parallel with creating the cost estimate.”
Hernandez and LaBoa nicknamed one sticky note, attached to day six, the “pre-flight checklist”: It had one box each for the cost estimate, the scrap report, and the new parts gathered for the repair job. Once those three boxes are checked, everything is ready for Avianca. “Simple things like visual management enable the team to say, ‘Check, check, check. Get the cost estimate out of here,’” says LaBoa. “This is now an operating metric that the shop looks at every day. You know, like, ‘Hey, the clock is running on this cost estimate approval. We’re at day four. How are we doing?’”
It may sound simple, but it would take the two teams working together over the next 90 days to achieve their objectives. In the end, they identified 21 actions that together could carve an average of 13 days out of TAT, both at Celma and by trimming some time out of Avianca’s cost review process. (In fact, in two instances, using the new process, they were able to complete the cost estimate approval in only eight days.)
“The trust and collaboration in our partnership with Avianca is awesome,” says Hernandez. “You can do all the pre-work on the planet, but if the customer doesn’t trust you — if they don’t give you the full data, and they don’t come with full cooperation and [a desire to] work together — none of this would be successful.”

Burger wholeheartedly agrees. “During that week in the war room, there was no Avianca, no GE Aerospace, and no Celma teams,” she says. “It was one single team that had the goal to improve the process.”
The hope is that the improvements they’ve instituted in Celma can be leveraged throughout GE Aerospace’s MRO network. LaBoa sees it as having “a significant impact for the Celma facility and potentially others.”
“We didn’t really change how long it takes to do the work,” he adds. “It was more about connecting the flow of work, so that things never stop moving.”
Related Posts
GE Aerospace is a world-leading provider of jet and turboprop engines, as well as integrated systems for commercial, military, business and general aviation aircraft.